Providing Innovative and Sustainable Solutions in Energy Efficient Surface Aerators
Comparison of Environ Make Aerators & Other Make
WHY ENVIRON MAKE AERATORS & CLARIFIERS ARE PREFERRED
Comparison of design features for aerators
The heavy cantilevered loaded machine to run 24 hours
‘Environ’ Make energy efficient aerator
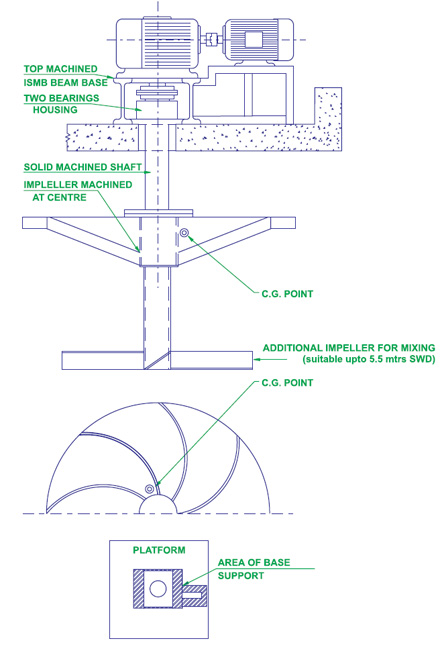
Fabricated & Machined Base Frame for 5 HP to 15 HP rating & for 20 HP and above Heavy ISMB Beam Base is used. So vibrations are lessened & again the base is machined on the top surface, so the life of the Gearbox is increased.

Other make aerator
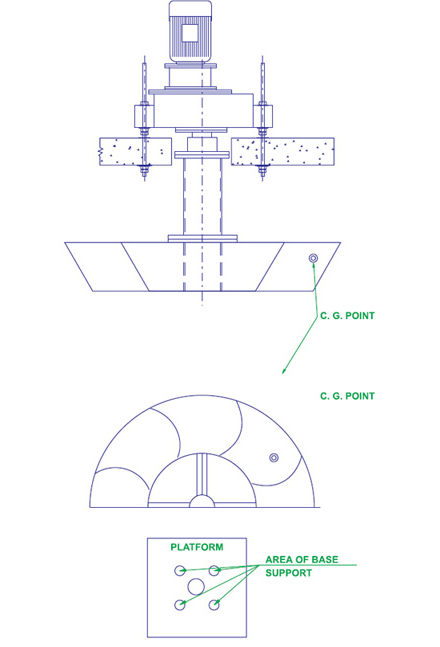
Cantilevered load reaction is passed through gearbox Output shaft to bearing, to gears, to body, to studs support to platform. Hence more vibration and more Maintenance of the gearbox.

| Cantilevered load reaction is passed through additi-onal bearings, and housing to beam base bottom to RCC platform. So gearbox is not at all affected by overhung load. So life of the gearbox is increased. | Cantilevered load reaction is passed through gearbox Output shaft to bearing, to gears, to body, to studs support to platform. Hence more vibration and more Maintenance of the gearbox. | |
| Additional Bearing Support is provided to the Aerator Shaft, so the unbalanced cantilevered loads are NOT passed to the output shaft of the Gearbox, but those loads are taken by TWO EXTRA bearings & housing. So life of the Gear box is increased. | Unknown heavy cantilevered, unbalanced loads are directly taken by the gearbox output shaft, bearings & gearbox itself. So life of the Gear box is reduced. | |
| Floor/base support area is 100 times more, so possibility of vibrations is reduced accordingly. | Floor support area is too less so more possibility of vibrations. | |
| Due to conical Impeller and Solid MS shaft, CG lies nearer to center, so less impact loading. | Center of Gravity (CG) of the system (cantilevered impeller) lies in the periphery, hence more impact loading. | |
| Impeller is machined at centre for its concentric running. | Only fabricated Impeller, so possibility of voubling & accentric running. | |
| Since shaft is fully machined, NO possibility of VOUBLING of shaft concentric running of impeller is ensured. | Since Tubular shaft is used, there is a possibility of VOUBLING of shaft. | |
| Since Horizontal foot mounted motor is used, the conditions are not seveiour as those of flange mounted motor. | Since the motor is Flange mounted, it becomes Special (non standard) & probability of another Motor in STOCK is very less. So in case of flange mounted if motor got burned, the Aerator remains STOPPED till the motor is rewinded. | |
| Spares of the worm gearbox are easily available at comparatively lower cost. | Spares of the helical gearbox are not easily available & their cost are comparatively higher. | |
| Wetted Parts are FRP Lined. | Wetted Parts are Epoxy Painted. | |
| Specially designed Impeller is offered for HIGHER WATER DEPTH upto 4.5 to 5.0 mtrs. Aeration Tanks. (Less area for Aeration Tank is required, so saving in space.) | Only one design without the consideration of higher water depths. | |
| Oxygen Transfer Test as per International American Standard & Wrinklers Procedure of all the Aerators upto 100 HP are taken in our in House Oxygen Transfer Testing Facility before placing in the market. | No testing activity is carried out. | |
| MAINTENANCE of the gearbox is minimal & handling is easier, as the Extra Bearings are provided to the Impeller Shaft. | For maintaining the gearbox Chain Pulley Block is required to lift the Gearbox so down time is more. |
“Environ” make Clarifiers Installations are more than 2000 nos. throughout India.
Technically ENVIRON make Clarifiers are having following PLUS POINTS., as indicated below,
which results in Trouble free running of mechanism and MINIMAL maintenance.
Comparison of Clarifier Mechanism
ENVIRON MAKE
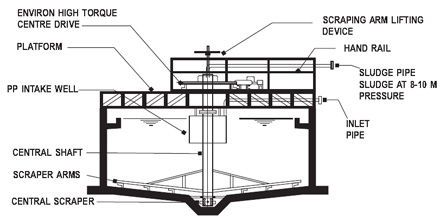
Hand operated sludge arm lifting device is offered as standard, incase of overloading occurs due to sustained stoppage Clarifier can be restarted within a matter of 15 minutes.
OTHER MAKES
No such device is provided. So incase of overloading due to sustained stoppage if arms get emmbedded in sludge one has to pump out the effluent and normally sludge is to be removed. This results in DOWN TIME of several days.
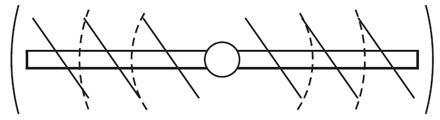
Sufficient numbers of scraper squeegees are provided on each arm, so that there is a overlapping of the scraper blades. There is no radial gap between successive squeegees.
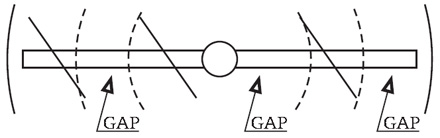
To reduce the load on the drive, half nos. of squeegees are provided on each arm. So effective scraper arm is ONE only and NOT TWO. There is a gap between two successive scraper squeegees. Hence scraping efficiency is reduced drastically.
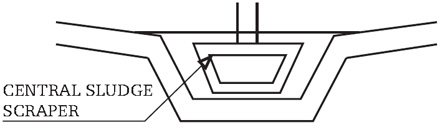
Bottom Central Sludge well Scraper, we provide this scraper. So that there is no compacting of the sludge in central well. So the load on sludge pump will decrease and NO CHOCK will occur.
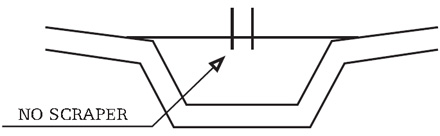
There is no central sludge scraper. Since scraper is not there compacting of sludge occurs, which will result in chocking of sludge in sludge lines, hence more load on sludge pump.
Hand operated sludge arm lifting device is offered as standard, incase of overloading occurs due to sustained stoppage Clarifier can be restarted within a matter of 15 minutes.
No such device is provided. So incase of overloading due to sustained stoppage if arms get emmbedded in sludge one has to pump out the effluent and normally sludge is to be removed. This results in DOWN TIME of several days.
Poly Proplene (PP) intake well is provided. (light in weight & no corrosion).
M. S. Epoxy painted are provided. (Corrosion occurs after some time).
Clarifier without Bottom Sludge Pipe, to avoid the choking problem of the sludge pipe, can be offered without extra cost, if asked for.
No such mechanism can be offered.